Intrinsically safe and energy-efficient solutions.
“What do intrinsically safe pumps have to offer and where does this term come from?”
This question is justified, as it is not yet well established in the pump sector. Originally coming from the field of electrical equipment, it describes a design which ensures that even in the case of operating errors no dangerous situations arise. For specialized centrifugal pumps this statement is of utmost importance.
Safety is the top priority in many pumping processes. This does not only apply to accidents in which life and limb or the environment are at risk. The failure of a pump can cause damage and far-reaching economic consequences. If the production stops unplanned, additional work and costs must always be expected. In order to minimize pump downtimes, in addition to continuous staff training, redundant design and an adequate stock of spare parts are emphasized. Digital diagnosis and early warning systems are offered for fault detection, which are cost-intensive to purchase and can easily lead to misinterpretations or alarms. Under certain operating conditions (Ex-zones), these options are not even necessary.
Intrinsically safe centrifugal pumps
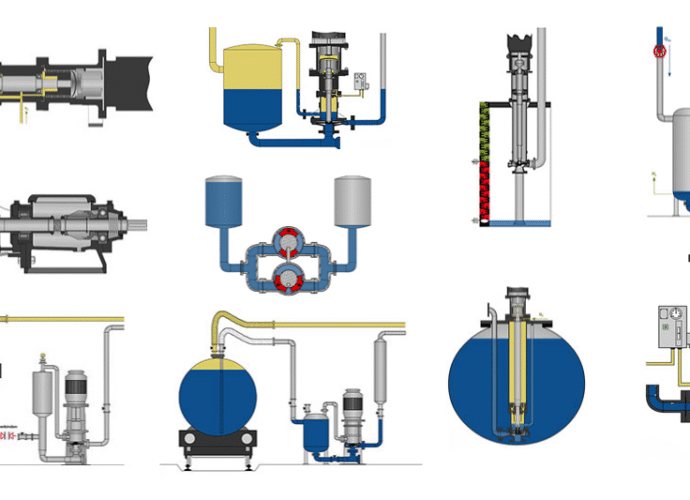
With regard to the use of pumps, the term intrinsically safe was first used for the centrifugal pumps from Bungartz, which follow a different design concept. A distinctive feature of the proven horizontal pumps is e.g. the hydrodynamic seal originally developed by Bungartz. Essentially, this seal consists of a distinctive blade on the impeller back side. The pumped medium is thus conveyed away from the shaft seal area and thus protects the subsequent shaft sealing system. Due to these physical conditions, the pump is guaranteed to be tight and the shaft seal becomes a back-up seal only. The successful pumps tolerate both operating errors and malfunctions in the system without damage.
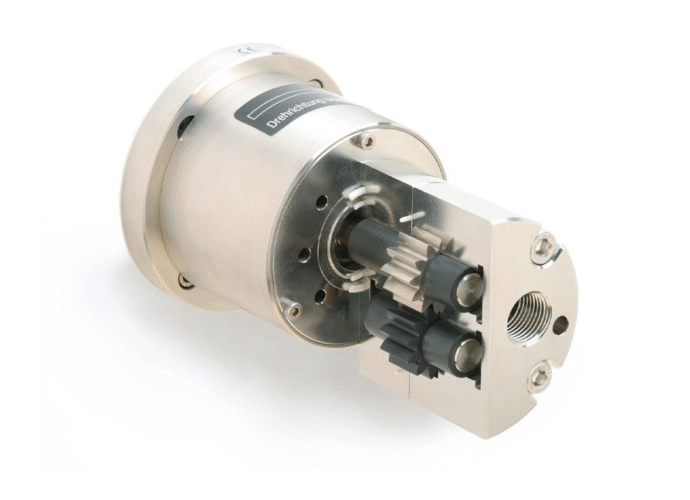
An example is the single-stage horizontal chemical pump with a magnetic coupling. Thanks to its intelligent design, in which the bearing unit runs without contact with the product, the hermetically sealed MPCHDryrun can be run dry permanently. It allows the pump to be used almost independent of liquid. Between the back of the impeller and the shaft bearing there is a product-free labyrinth area through which sealing gas flows as an additional safety barrier.

It also provides a thermal barrier with a high temperature gradient and thus ensures a low temperature of the bearings. Such a solid barrier enables the pump to operate as an effective liquid-solid barrier and the pump can operate with large number of solids. The shaft is equipped with grease lubricated roller bearings. The ceramic can, which is located between the inner and outer magnetic rotor, runs in a gas atmosphere without contact with the product. This ensures eddy-current-free magnetic field transmission, which results in considerable energy savings. The triple seal arrangement ensures a very high safety standard even at operation with low flow or a longer total interruption in the flow of the medium. The grease-lubricated roller bearings with a minimum service life of 32,000 hours require neither monitoring nor maintenance. The Atex-compliant design is safe against incorrect operation (e.g. insufficient venting) and blockages. Here too, further monitoring and additional equipment is not required.
Successful use in practice
Unpredicted downtimes followed by cost-intensive seal changes led to a lot of trouble at the world’s largest producer of raw montan wax. This was the reason Romonta was looking to replace this pump. The company produces raw montan wax – an important raw material for many branches of industry. Special processes are used to produce hard waxes which are needed in cosmetics, paints or in the production of plastics. They are also used in ceramic and metal die-casting and in the building industry. Specialist engineer Kerstin John, who is also responsible for the pumps in the evaporator plant, describes the processes: “In a multiple extraction process, water is removed from the lignite by drying. The lignite bulk material is then prepared for extraction. During the extraction process, hot solvent flows through the coal bed and dissolves the wax. The raw montan wax contained in the solution is freed from the solvent in evaporator tanks – the place where the pump is used. The pumped medium can contain up to 30% of finest coal and mineral particles in the micrometer range”. A further difficulty arises when the pump is used near the boiling point of the fluid being pumped. Depending on the temperature in the system, crystallization processes occur in the wax mass. This is one of the reasons why the plant had to be shut down every 2-3 months for repair reasons. When the associated replacement of the mechanical seal became stressful and expensive, Kerstin John looked for and found a solution.
Successful retrofit
After a precise analysis of the conditions, the engineers at Bungartz developed an optimal solution. The Bungartz, by design a dry-running MPCHDryRun pump, is a safe, cost- saving and efficient magnetic drive pump. Kerstin John has had the pump under observation for more than three years. She is happy to share her experiences:
“Since February 2016, two magnetic drive pumps from the manufacturer Bungartz have been in use in our vaporizer system. The alternating control is done in such a way that almost identical running times can be guaranteed. Since August last year, a service department has been carrying out measurements on the magnetic drive pumps to evaluate the vibration condition of the bearing housings. The evaluation of the 1st measurement in 2019 showed that the vibrations correspond to newly commissioned machines. This clearly proves the long service lives published by the manufacturer. Also with the other Bungartz pumps in operation we have made excellent operating experiences and have not required any spare parts so far. The measurements are carried out regularly every four months, so that we can react in a timely manner if the pumps are running outside the permissible operating range.”
Due to the standard dimensions of the DryRun, the conversion went smoothly. In addition, an additional pump could be saved. Before the pump was replaced, there was another pump in another stage of the process. On the advice of the specialists, the DryRun now operates both processes. Savings resulted in the form of the elimination of the second pump and the associated after sales costs (maintenance etc.). Also the power consumption was reduced significantly: Nearly 65% can be saved annually. The two predecessor pumps required about seven amperes. The economical Dry-Run manages with two amperes. Since external monitoring systems are not needed, no electricity is required for this either.
Author: Annette van Dorp
A.v.Dorp Kommunikation
Jüchen/Germany for Paul Bungartz
More information on Bungartz centrifugal pumps can be found on our Products page or the link to the Bungartz web site.